The warehouse operated at 60% capacity but felt completely full. Forklifts waited for each other constantly. Pickers walked twice the distance they should. The problem wasn’t space… it was layout.
“We have 12,000 square feet,” the warehouse manager said, pointing at the building plans. “We should fit 800 pallet positions easily. We’re stuck at 480 and still feel cramped.”
The issue became obvious walking the floor. Aisles ran the wrong direction for their traffic. High-turnover items sat in back corners. Receiving and shipping shared the same congested area. Every operational decision fought against the building layout.
Good warehouse layout isn’t about square footage. It’s about how products flow through your space, where equipment travels, and how storage density balances against access speed.
Most warehouse layout mistakes happen because people design from the building outward instead of from operations inward.
Map your current process before touching building plans. How do products arrive? Where do they stage? How do they move to storage? What happens during picking? Where do orders consolidate before shipping? Draw this flow on paper first.
Identify your bottlenecks in the current operation. Is it receiving capacity? Pick path length? Staging area congestion? Shipping dock backups? Your new layout should eliminate these constraints, not recreate them in a bigger building.
Calculate your product velocity for different inventory categories. Fast-moving items need easy access near shipping. Slow movers can sit in less accessible deep storage. The layout should position products based on turnover, not just fill available space alphabetically.
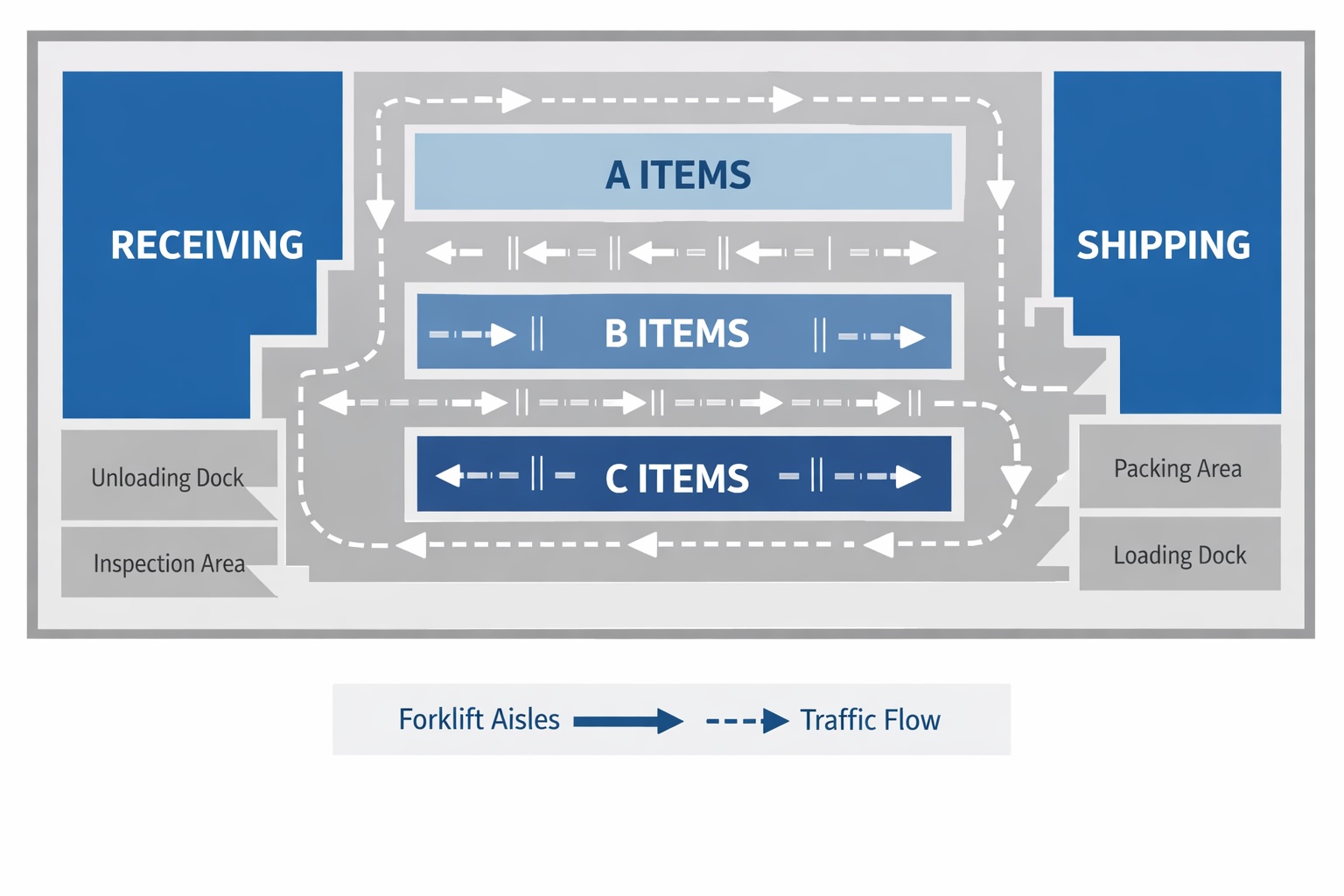
Most operations split into three velocity zones: A items (top 20% of picks) get prime location near shipping, B items (next 30%) get standard racking, C items (remaining 50%) go to deeper storage. This classification drives your entire storage layout.
Building shape affects traffic flow. A 60×120 warehouse and an 80×90 warehouse both provide 7,200 square feet, but they function differently.
Match building depth to your storage systems. If you’re using back-to-back pallet rack rows with forklift aisles, calculate your rack configuration first, then size the building to fit it, not the reverse.
Align building length with your traffic patterns. Most warehouses run their longest aisles parallel to the building’s long axis to minimize aisle count and maximize storage density.
Consider expansion direction during initial design. Expanding perpendicular to your primary aisles works better than extending them, since lengthening aisles increases travel time.
How you configure storage determines both density and operational speed. These goals often conflict, so layout choices involve trade-offs.
Selective pallet rack provides access to every pallet position but consumes more space due to aisle requirements. Floor stacking achieves higher density but limits access to products.
Selective rack works best for operations with diverse SKUs, moderate turnover, and need for first-in-first-out rotation. Plan 12-15 square feet per pallet position including aisles. Standard configurations use 42-inch or 48-inch-deep rack in back-to-back rows with 12-foot aisles for counterbalance forklifts.
Floor stacking makes sense for high-volume, low-SKU operations or buffer storage. Stack pallets 2-3 high if products allow. Budget 8-10 square feet per pallet position at two-high stacking. This density advantage disappears if you need frequent access to specific pallets buried in the stack.
Hybrid approaches work for many real operations. Use selective rack for A and B items requiring frequent access. Floor stack C items or seasonal buffer inventory where density matters more than accessibility.
Aisle width determines equipment options and storage density.
Standard counterbalance forklifts need 12-13 foot aisles. Most operations use these widths because they accommodate standard equipment.
Reach trucks work in 8-10 foot aisles, increasing storage density by 30-40%. However, they cost more and require flatter floors.
Very narrow aisle (VNA) systems operate in 6-foot aisles, maximizing density for high-bay warehouses. These specialized systems suit operations with high land costs but require significant investment.
Efficient traffic patterns minimize congestion and reduce equipment travel time. Poor patterns create bottlenecks even in spacious buildings.
Two-way aisles provide flexibility but require wider dimensions. Main aisles accommodating two-way traffic need 16-18 feet minimum width. This flexibility helps during peak periods when multiple forklifts work simultaneously but consumes significant floor space.
One-way traffic patterns reduce aisle width requirements to 12-14 feet while still enabling efficient movement. Design a loop traffic pattern where forklifts travel through the facility in consistent directions. This works particularly well in operations with predictable flow from receiving to storage to shipping.
Separate high-traffic zones from storage areas when possible. Designate main aisles for travel and branch aisles for storage access. This separation reduces congestion and improves safety by minimizing forklift interactions in tight quarters.
Separate receiving from shipping to prevent traffic conflicts and product mix-ups. Facilities receiving and shipping from the same area create constant forklift congestion and risk shipping incoming products before quality checks or proper inventory procedures.
Position receiving and shipping on opposite ends of the building for maximum flow efficiency. Products travel one direction through the facility: in through receiving, to storage, through picking, to shipping. This linear flow minimizes backtracking and simplifies material handling.
Cross-dock operations need different layouts entirely. Place receiving and shipping doors on opposite building sides with clear through paths. Products move directly from inbound trailers through a central sorting area to outbound trailers with minimal time in storage.
Most warehouses can increase storage capacity 20-40% through better layout without adding square footage.
Ceiling height determines storage capacity as much as floor space. A warehouse with 24-foot clear height can store 40-50% more pallets than one with 16-foot ceilings using the same floor area.
Standard selective rack reaches 20-22 feet with adequate top-of-rack clearance. Higher ceilings enable taller racking or future mezzanine installation for pick modules or overflow storage. When planning commercial metal buildings, ceiling height costs relatively little during construction but proves nearly impossible to add later.
Mezzanines double usable space for the right applications. Install mezzanines for order picking, packing, or office space while preserving the ground floor for bulk storage and material handling equipment. This vertical expansion works particularly well in facilities with expensive land or limited expansion room.
Fast-pick zones near shipping reduce travel time for high-velocity items. Dedicate prime forward-pick locations to your A items that generate 80% of picks. Position these locations for minimum travel distance from the shipping area.
Reserve storage for overflow or slow movers belongs in less accessible areas. Products that turn slowly or require full-pallet picks can sit deeper in the facility without impacting operational efficiency. This zones your storage by activity level rather than treating all space equally.
Seasonal or promotional storage needs flexible allocation. Design one area to handle variable volumes without disrupting the core operation. This buffer zone absorbs fluctuations while keeping your standard storage layout stable year-round.
Smart layout eliminates wasted motion and reduces order fulfillment time.
Organize storage by pick frequency rather than alphabetically. The most-picked items should be closest to shipping. Velocity-based layout reduces average pick path length by 30-50%.
Design logical pick routes that minimize backtracking. Single-order picking should flow through the facility efficiently without revisiting areas.
Adequate staging space prevents congestion. Allocate 15-20% of your floor area to staging, quality control, and order consolidation. Undersizing these areas creates bottlenecks.
Designing storage before understanding workflow creates facilities where the building fights your operation. Start with how products actually move, then design storage to support that flow, and not the reverse.
Ignoring equipment turning radius leads to aisles too narrow for your forklifts. Measure your equipment’s turning dimensions and add adequate clearance. Saving two feet of aisle width costs hours in slower operations and damaged product.
Treating all storage equally wastes prime locations on slow movers. Zone your storage by velocity. A items get the best locations regardless of product category.
Insufficient staging areas because “staging doesn’t store product” creates constant congestion. Adequate staging, quality control, and consolidation space keeps product flowing smoothly.
Static layouts that can’t adapt to changing inventory mix or business models force expensive redesigns. Plan some flexibility in how different areas can be repurposed as your operation evolves.
How do I calculate how much storage fits in my building?
Calculate based on your storage system. Selective rack uses 12-15 sq ft per pallet including aisles. Floor stacking at two-high uses 8-10 sq ft per pallet. Multiply your building square footage by 0.70 (70% of space) for actual storage area after aisles, staging, and support areas. Divide by square feet per pallet for your storage system to estimate pallet positions.
Should aisles run lengthwise or widthwise in my building?
Run primary aisles along your building’s long axis to maximize storage density. This creates fewer, longer aisles rather than many short ones. Exception: if your receiving and shipping are on opposite short ends, you might run aisles between them for straight-through traffic flow.
How wide should warehouse aisles be?
Standard counterbalance forklifts need 12-13 foot aisles minimum. Reach trucks operate in 8-10 foot aisles. Very narrow aisle systems use 6-foot aisles with specialized equipment. Main travel aisles should be 16-18 feet to accommodate two-way traffic comfortably.
Where should receiving and shipping be located?
Separate them to prevent congestion and product mix-ups. Ideal layout places them on opposite ends of the building so products flow one direction: receive → store → pick → ship. This eliminates backtracking and simplifies material handling.
How much space should I allocate for non-storage areas?
Plan 25-30% of your floor space for non-storage: aisles consume 15-20%, staging/quality control uses 5-8%, and offices/support spaces take 5-7%. This leaves roughly 70-75% of your building for actual storage. Operations with high throughput need more staging space than those focused on bulk storage.
Can I change my warehouse layout after construction?
Steel buildings accommodate layout changes easily. Rack systems, aisles, and staging areas can be reconfigured without structural modifications. The building shell provides a flexible framework, while your internal layout can evolve as your operation changes. Plan for this flexibility by avoiding permanent walls or built-in features that limit future adaptability.
Warehouse layout determines whether your operation runs efficiently or fights itself daily. The building simply provides space, whereas layout decisions determine how effectively you use it.
Start with product flow, not building shape. Zone storage by velocity. Separate traffic patterns and staging areas. Calculate density based on your actual systems and equipment. Plan for operational evolution as your business grows.
Ready to plan your warehouse facility? Contact MBMI to discuss steel building systems sized and configured for efficient warehousing operations. Our buildings provide the flexible framework that supports smart layout design from day one.
We build the space. You optimize the layout.